 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK Brazil
Brazil France
France China
China Japan
Japan India
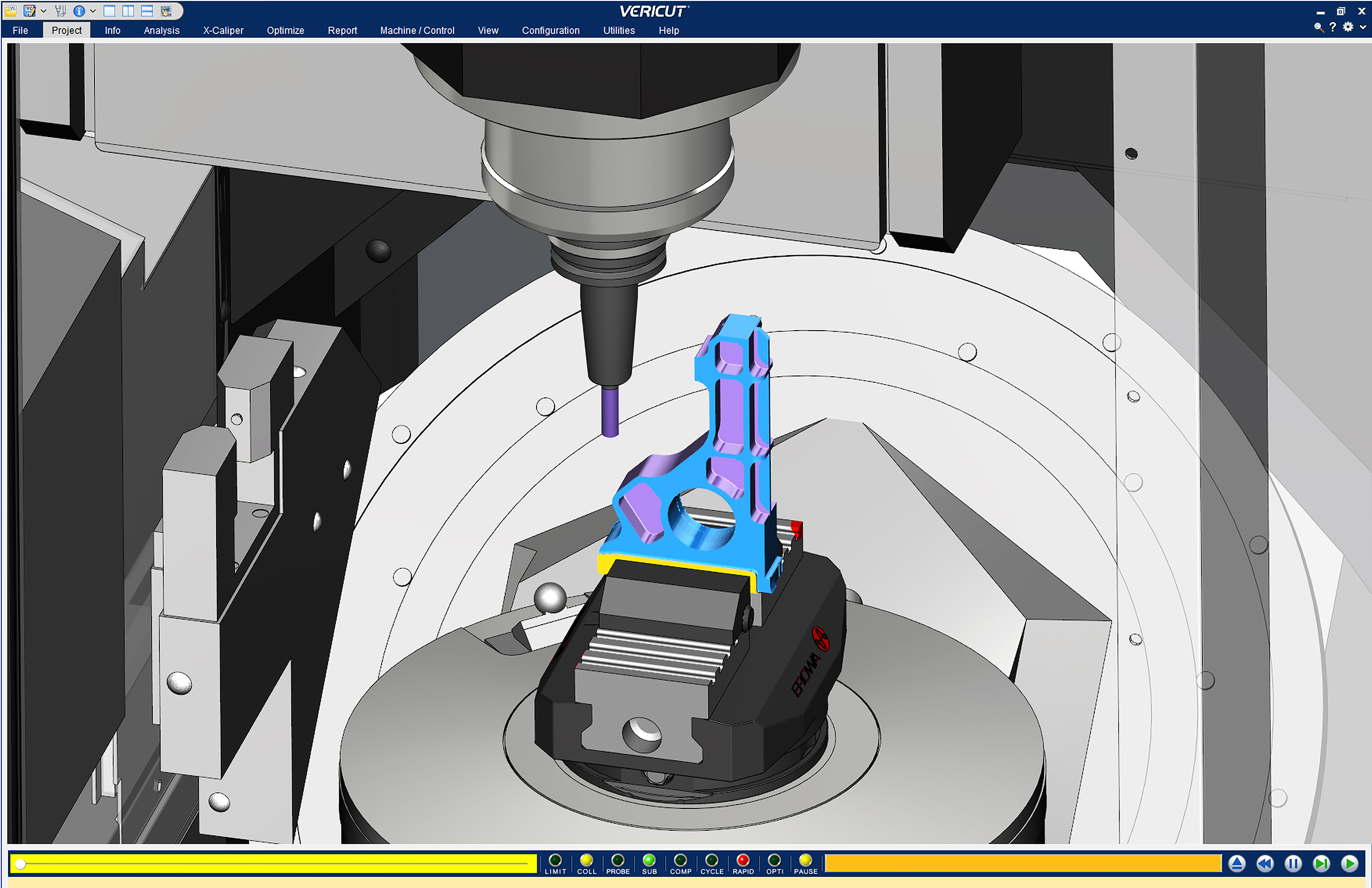
India数控机床仿真
VERICUT使您能够对整个CNC机床进行逼真的3D模拟,就像它们在车间中的动作一样,并提供最精确的碰撞检测。VERICUT机器模拟软件支持G代码和
- 多轴支持铣削、钻孔、车削、磨削和电火花加工机床
- 同时铣削/车削不同的主轴和工件
- 具有多个同步CNC控制的机床
- 辅助附件:尾座、中心架、零件捕捉器、拉杆器等。
- 自动将工件转移到拾取轴或子轴
高级碰撞检查
VERICUT具有最精确的碰撞检测功能。VERICUT不只是沿着一条路径检查点,而是通过扫描空间沿着整个运动路径进行检查。您不必指定“步长”公差,如果步长太小,可能会减慢模拟速度,如果步长太大,则可能会错过碰撞!
通过VERICUT数控机床仿真,您可以:
- 模拟传统和多轴(4、5或更多)数控机床
- 有助于避免数控机床碰撞和安全距离问题
- 减少部署新数控机床所需的时间
- 为操作员提供关于新NC程序的清晰说明
- 提高加工效率
- 提高操作安全性
- 在不占用生产时间或不冒冲突风险的情况下培训程序员和操作员
数控系统支持
VERICUT精确模拟CNC控制逻辑。可以精确模拟车间中的每个控制系统,以匹配不同类型的机床、程序、部件和功能。您可以灵活地自定义控制系统。
使用下拉对话框,G代码字符和数字以逻辑“字/地址”格式定义,然后配置为调用模拟控制功能的CGTech动作宏。
控制逻辑还支持条件检查(块中的其他代码、当前变量值、机器状态等),可以改变字/地址的解释方式。
VERICUT包括一个灵活、易于修改的控制系统库,这些控件来自以下制造商:
- Heidenhain
- Fanuc
- Mazatrol
- Bosch
- NumeriPath
- Yasnac
- General Electric
- Siemens
- Fadal
- Phillips
- Allen-Bradley
- Cincinnati Milacron
- Okuma
今天的数控机床处理复杂的数控程序。VERICUT由数控程序员和数控仿真与验证软件专业人士设计。
由于这种理解和专业知识,当使用多轴机床、复杂的NC代码和/或高级编程技术时,VERICUT是一种优秀的工具。
软件中包括VERICUT机床配置(VMC)示例。这些可以直接在VERICUT中使用,也可以作为配置精确机床的起点。STL和其他CAD模型格式可以用来表示机床部件,也可以直接在VERICUT中建模。一个简单的“树”功能使连接部件和创建机器运动结构变得容易。
VERICUT支持高级控制功能,包括:
- 3D刀具补偿
- 刀尖编程与刀具长度补偿
- 旋转参考点编程
- 循环和夹具偏移
- 刀尖跟随
- 变量、子程序和宏
- 子程序、循环和分支编程
VERICUT支持最复杂的应用程序,例如:
- 夹具之间的自动零件转移
- 平旋盘(或“可编程镗杆”)
- 铣/车加工中心的多通道编程/同步
- 允许使用IJK刀具轴矢量编程刀具轴的CNC控制
- 与车床主轴不对称的车削操作
- 并联机构机床,如Tricept并联机床
- 多轴水切割作业
- 用于滚齿的材料去除,并使刀具主轴与零件主轴同步
- 钻孔铆接编程与仿真
Siemens 840d
%SPF8000
$P_UIFR[1] = CTRANS()
$P_UIFR[2] = CTRANS(X,22.5, Y,22.5, Z,145)
$P_UIFR[3] = CTRANS(X,45+22.5*COS(30), Y,22.5,
Z,145+22.5*SIN(-30)):CROT(Y,30):CROT(Z,45)
T1 M6
D1 S1559 F1000 M3G0 Z200
$P_IFRAME = CTRANS(X,22.5, Y,22.5, Z,145);
M98 PR101
G54
G0 Z250
B30
TRANS
G56
M98 PR101
FANUC 30i
O20001
WHILE[#2LE270.]DO1
G65 P102 B#2 H#102 S5500 C83 Z.45 F10.
G65 P103 B#2 H#102 S5500 C83 Z.45F10.
#2=#2+90.
END1
M98 P9000
G10 L2 P2 X23.45 Y3.334 Z0.1
N300 T#103 T#104 M6 (3/8 2FT EM)
#7=#103+200
#2=0
WHILE[#2LE270.]DO1
Heidenhain TNC530
0 BEGIN PGM NONAME MM
2 L B+0 C+0 F MAX
3 TOOL CALL 1 Z S4500
4 CYCL DEF 19.0 WORKING PLANE
5 CYCL DEF 19.1 A-90 B+0.0 C+180
6 L B+Q121 C+Q122 F MAX
7 L X+0.0 Y+20 Z+50 R0 F MAX M03
8 L Z+50 R0 F MAX
9 L Z+2 R0 F MAX
10 CYCL DEF 200 DRILLING ~
Q200=2 ;SET-UP CLEARANCE ~
Q201=-9.9 ;DEPTH ~
Q206=600 ;FEED RATE FOR PLNGNG ~
Q202=5 ;PLUNGING DEPTH ~
Q210=0 ;DWELL TIME AT TOP ~
Q203=+0 ;SURFACE COORDINATE ~
Q204=2 ;2ND SET-UP CLEARANCE ~
Q211=0 ;DWELL TIME AT DEPTH
11 L X+0.0 Y+20 R0 F MAX M99
12 L Z+50 R0 F MAX
13 CALL LBL 99
14 CALL LBL 54
